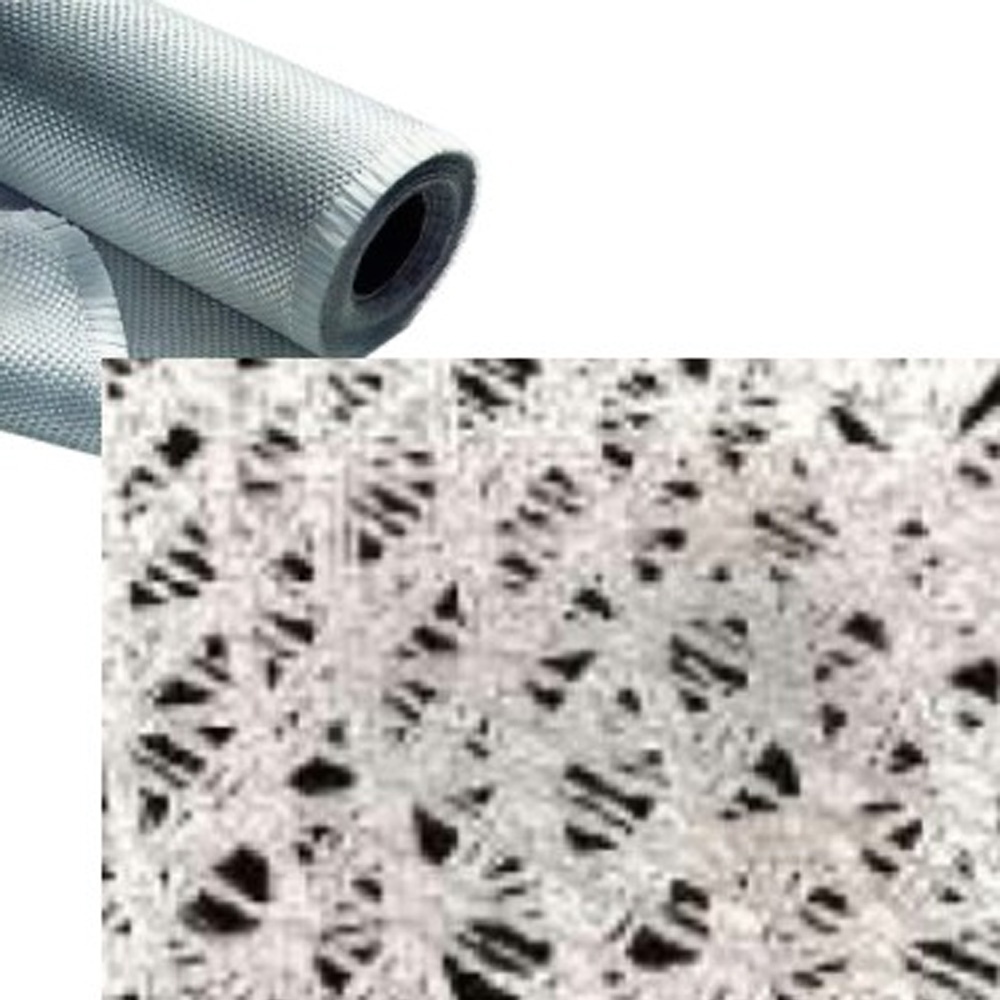
Tessuto Tela Plain Biotex 340 g/m2.
Tessuti in fibra Vegetale per materiali compositi Tessuto leggero ad buone prestazioni per articoli sportivi e applicazioni decorative. Tessuto Tela Plain Biotex 340 g/m2.
Tessuti in fibra Vegetale per materiali compositi Tessuto leggero ad buone prestazioni per articoli sportivi e applicazioni decorative. Tessuto Tela Plain Biotex 340 g/m2.

Graniglia vegetale naturale Tipi di graniglie vegetali naturaliportfolio-view/graniglia-naturale/Le graniglie vegetali più utilizzate nell’industria meccanica sono il granulato vegetale, un prodotto ricavato dalla parte legnosa dei gusci di nocciola,… Leggi tutto »bio combustibile GUSCI DI NOCE PER IL RISCALDAMENTO Biocombustibile migliore del 2025

















Bicomponente epossidico esente da solventi, indurente a freddo per formare un reticolo tridimensionale esente da ritiro, idoneo per riempimenti anche di dimensione estese.

Resina Epossidica per rivestire il polistirolo espanso. Si applica a rullo, a pennello o spruzzo, direttamente sul polistirolo

Vernice epossidica atossica certificata per il contatto alimentare in tre colori (bianco-azzurro-rosso)

Smalto vetrificante epossidico certificato per il contatto alimentare con tutti i tipi di alimenti, trasparente

Per stampi da materiali porosi, vetrificante tixotropico, applicabile a pennello, carteggiabile e lucidabile

Per stampi da colata con aggiunti di inerti, caricato con vetro, si ottiene un prodotto con un'elevata durezza superficiale

DURALOID ZN è un fondo epossidico bicomponente prodotto dal 1966 ad azione passivante e ancorante per superfici metalliche.

Impregnante epossidico non pigmentato caratterizzato da elevata fluidità, ottimo potere bagnante e di penetrazione.

Smalto epossidico bicomponente per rivestimenti resistenti agli idrocarburi.

Formulato bicomponente epossidico, pigmentato e caricato, 100% solido e diluibile con solvente specifico. Per realizzare pavimentazioni e rivestimenti chimico-resistenti dall’aspetto continuo sia su cemento che su vecchie piastrelle.

Formulato epossidico bicomponente, esente da solventi, indurente a freddo per formare un rivestimento molto resistente agli aggressivi chimici in generale: basi, acidi, oli, acqua.

Per stampi da colata con aggiunti di inerti, caricato con vetro, si ottiene un prodotto con un'elevata durezza superficiale








bicomponente poliuretanico liquido esenti da FREON della famiglia degli ESPAK...

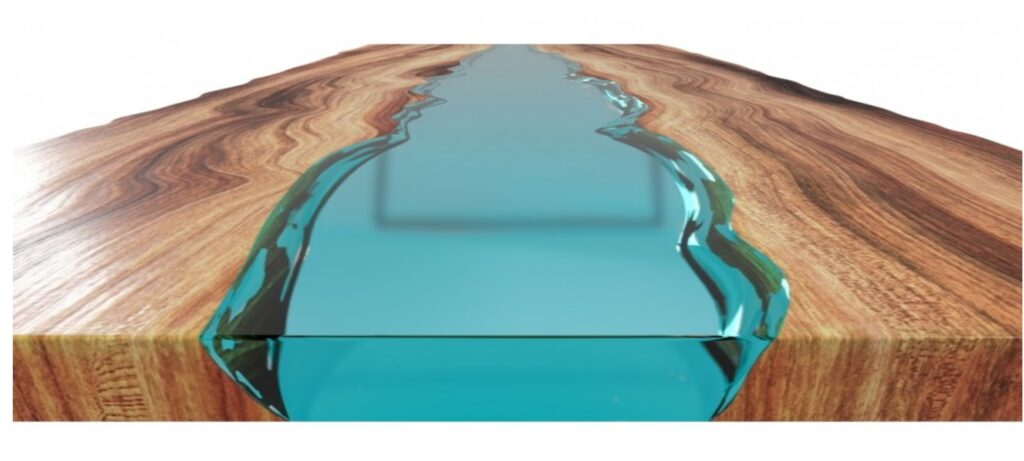









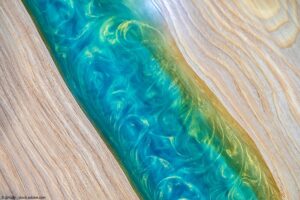
Resina epossidica da colata trasparente. Prodotto Atossico, certificato per il contatto con la pelle.

Resina epossidica da colata trasparente. Prodotto Atossico, certificato per il contatto con la pelle.

Adatto a colate trasparenti con un pot-life ridotto rispetto alla E-30 EFFETTO ACQUA.

Flatting legno Finitura per finiture Gloss Coat - Surfboard Glassing gloss di scafi in per...

Pasta di colore bianco opaco appositamente studiata per formare un film morbido e continuo, è...

Speciale miscela di cere ad alto punto di fusione che consente applicazioni in autoclave o...

Nuova versione trasparente puoi finalmente realizzare i tuoi pezzi trasparenti e un tempo di catalisi...

Prodotto adatto per colate trasparenti ad alto spessore con un lungo pot-life. Disponibile in 3...

Prodotto da colata trasparente, non ingiallente. Disponibile in 3 varianti, 2 cm - 4 cm...














Resina epossidica (prodotta dal 1973) per l'impregnazione manuale, e infusione ,alte resistenze meccaniche e 0 ritiro, molteplici applicazioni come impregnazione fibra di carbonio e fibra di vetro impregnazione di cemento, malte rasanti impregnazione di legno nella nautica colate con cariche inerti.

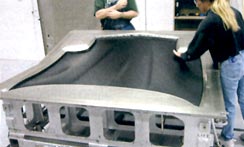
Materiale composito innovativo, con innumerevoli possibilità applicative in vari settori dell’industria, nell’edilizia e nella scenografia.
Il tessuto quadriassale, grazie alla disposizione delle fibre, copia perfettamente ogni forma. Consente di realizzare componenti in vetroresina strutturali e decorativi, riproduzioni di oggetti anche di notevoli dimensioni.

Usata in alternativa alle gomme plasmabili, per la riproduzione di grossi oggetti come statue, rocce, elementi architettonici e grandi bassorilievi. Si ottengono dei calchi più sottili, con spessore di pochi mm. detti "a pelle", con il vantaggio di un minor consumo di materiale, velocità di applicazione e una buona penetrazione nei dettagli.
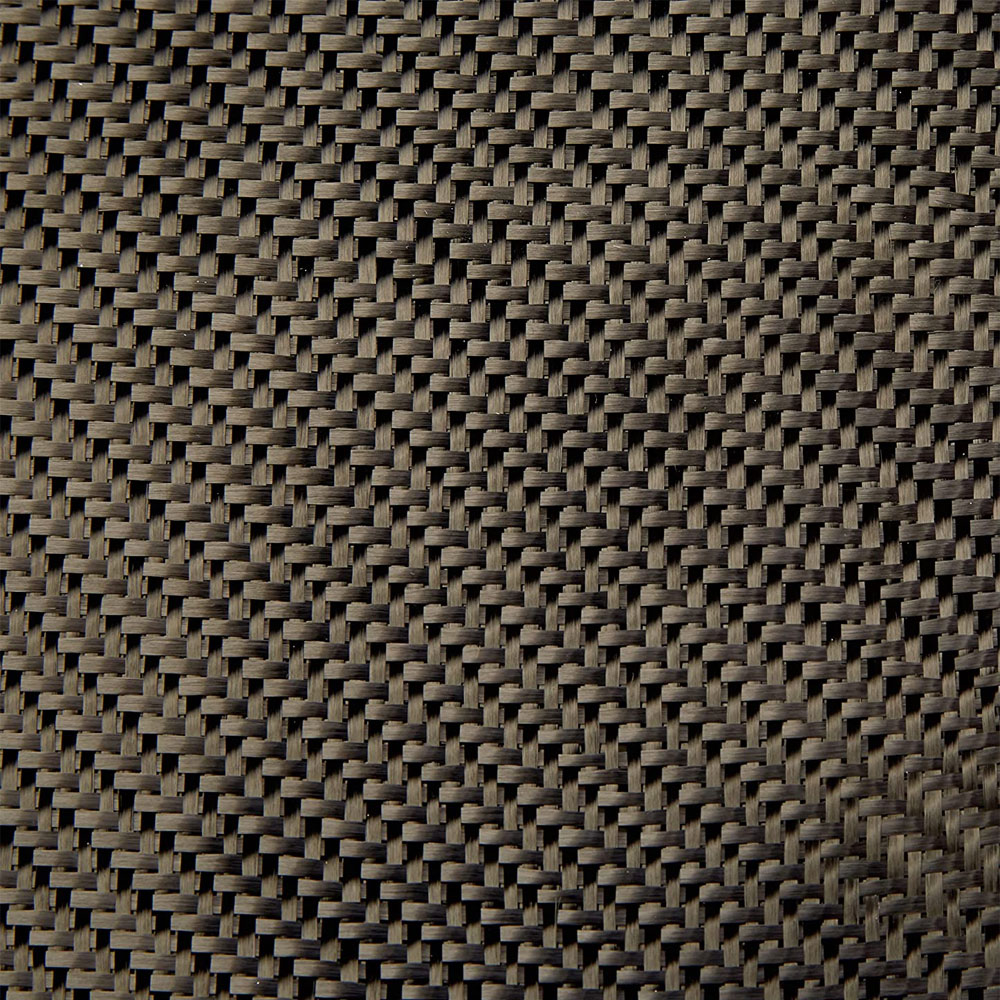
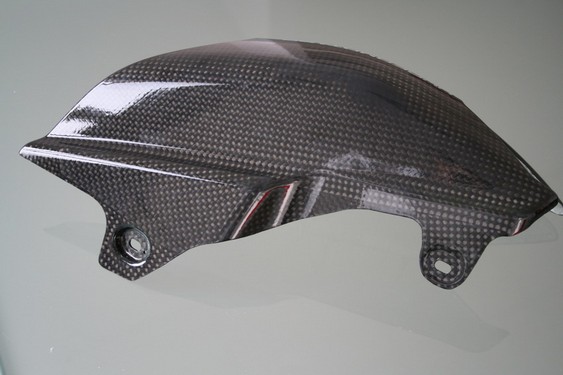
I tessuti in fibra di Carbonio sono armature realizzate con filato in fibra di Carbonio bilanciate, ovvero con un peso equamente ripartito tra trama e ordito. L’uso di questa tipologia di armature consente di ottenere pezzi in materiale composito con resistenze omogenee nelle due direzioni del piano. Per l'impregnazione si usano resine epossidiche o, in alternativa, resine vinilesteri. Grammatura: 193 gr/mq Tessitura: Batavia 2/2














Tessuto distaccante in nylon, resistente a temperature di stampaggio fino a 140°C.

Tessuto-non-tessuto 100% in fibra poliestere, ad alto potere assorbente e di drenaggio; resistente a temperature fino a 140°C. Altezza cm. 100

Film in polipropilene modificato, spessore circa 30 micron, con dei minuscoli fori, da applicare sopra il Peel-ply. La sua funzione è permettere la fuoriuscita dell’aria, attraverso i fori, trattenendo in parte la resina.

Film in Nylon 50 m; temperatura stampaggio fino a 170°C. Allungamento: 600%. Altezza cm. 260 piagato a V da 130 cm.
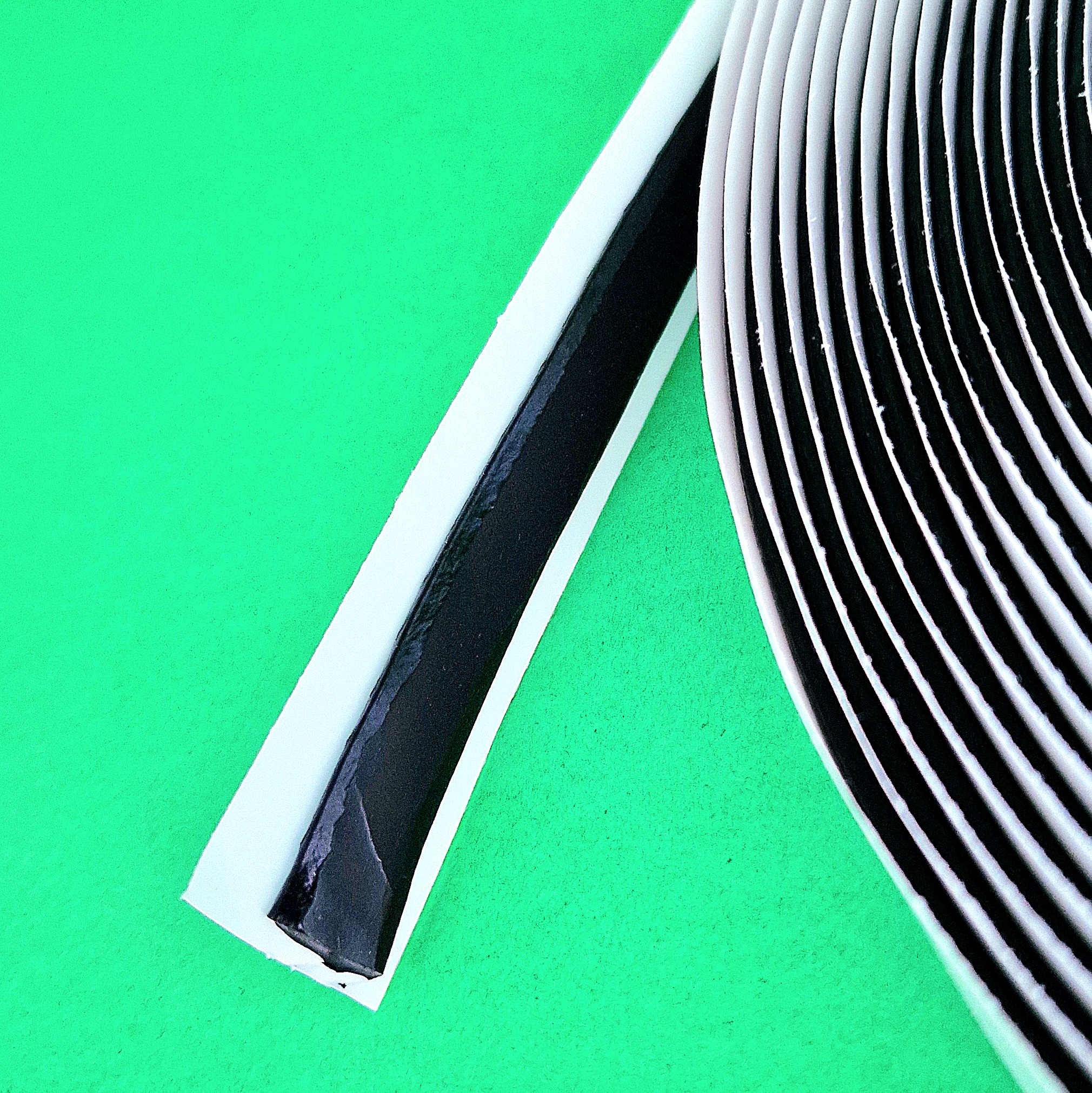
Piattina estrusa di origine butilica con spessore di 2 mm. larga 10 mm. Permette una facile e perfetta sigillatura anche dove il sacco crea delle pieghe.

Valvola professionale multiuso con attacco per il tubo rilsan per ottenere manufatti in composito con la tecnologia del vuoto.




